全国服务热线:
全国服务热线:
全国服务热线:
全国服务热线:
|
|||
| |
|||
2)氧化焰氧气和乙炔的混合比大于1.2,氧过剩火焰,有氧化性,焊钢件时焊缝易产生气孔和变脆。最高温度3100~3300℃。大多数都用在焊接黄铜、青铜等。 3)碳化焰 混合比小于1.1,乙炔过剩,具有较强的还原性,火焰中有游离状态碳及过多的氢,焊接时会增加焊缝含氢量,焊低碳钢有渗碳现象,内焰为淡白色。最高温度2700~3000℃。焊接时,焰芯离熔池3~5mm.大多数都用在高碳钢、高速钢、硬质合金、铝、青铜及铸铁等的焊接或焊补。 1)氧气瓶容积40L,工作所承受的压力15MPa,外表天蓝色,黑漆“氧气”。保管和使用时应防止沾染油污;放置时必须平稳可靠,不应与其他气瓶混在一起;不许曝晒、火烤及敲打,以防爆炸。使用氧气时,不得将瓶内氧气全部用完,最少应留100~200kPa,以便在再装氧气时吹除灰尘和避免混进其他气体。 2)乙炔瓶容积40L,工作所承受的压力1.5MPa.外表白色,红漆“乙炔”、“不可近火”。在瓶体内装有浸满丙酮的多孔性填料,可使乙炔稳定而又安全地贮存在瓶内。使用乙炔瓶时,除应遵守氧气瓶使用上的要求外,还需要注意:瓶体的温度不能超过30~40℃;搬运、装卸、存放和使用时都应竖立放稳,严禁在地面上卧放并直接用,一旦要使用已卧放的乙炔瓶,必须先直立后静止20min,再连接乙炔减压器后使用;不能遭受剧烈的震动等。 3)减压器将高压气体降为低压气体的调节装置。对不同性质的气体,必须选用符合各自要求的专用减压器 .通常,气焊时所需的工作所承受的压力一般都比较低,如氧气压力一般为0.2~0.4MPa,乙炔压力最高不超过0.15MPa.因此,必须将气瓶内输出的气体压力降压后才能用。减压器的作用是降低气体压力,并使输送给焊炬的气体压力稳定不变,以保障火焰能够稳定燃烧。减压器在专用气瓶上应安装牢固。各种气体专用的减压器,禁止换用或替用。
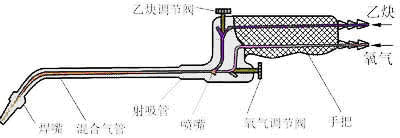
5)焊炬焊炬的作用是将乙炔和氧气按特殊的比例均匀混合,由焊嘴喷出,点火燃烧,产生气体火焰。常用的氧乙炔射吸式焊炬如图4-21所示。各种各样不同型号的焊炬均配备3~5个大小不同的焊嘴,以便焊接不同厚度的焊件时使用。
2)气焊熔剂是气焊时使用的助熔剂,其作用是保护熔池金属,去除焊接过程中形成的氧化物,增加液态金属的流动性。除低碳钢外,其它金属材料(如铸铁、不锈钢、耐热钢、铜、铝等)气焊时一定要使用气焊熔剂。 3)工件表面准备钎焊前必须仔细地清除工件表面的氧化物、油脂、脏物及油漆等,清除干净焊缝两侧10mm内的铁锈、油污,焊缝表面可采用锉刀、金属刷、砂纸等进行打磨,去除零件表面的氧化膜。因为熔化了的钎料不能润湿未经清理的零件表面,也无法填充接头间隙。 4)清除油污可用有机溶剂如酒精、四氯化碳、汽油、三氯化烯、二氯乙烷及三氯乙烷等去除。铜和铜合金零件可在50g磷酸三钠,50g碳酸氢纳加1L水的溶液内清洗,溶液温度为60~80°C.当零件表面能完全被水润湿时,表明表面油脂已去除干净。 4、紫铜焊接特点1)高导热率的影响。铜的热导热率比碳钢大7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化,填充金属和母材也不能很好地熔合。 2)焊接接头的热裂倾向大。焊接时,熔池内铜与其中的杂质形成低熔点共晶物,使铜及铜合金有着非常明显的热脆性,产生热裂纹。 5)纯铜表面可形成氧化铜和氧化亚铜,易被还原性气体还原,也容易被钎剂去除。为防止发生氢脆现象,不能在含氢的还原气氛中进行钎焊。只含有锌元素的黄铜,表面可生成氧化亚铜或氧化锌两种氧化物,氧化锌虽然较为稳定,但也不难去除。锰黄铜表面的氧化锰较为稳定,很难去除,应采用活性强的钎剂以保证钎料的润湿性。焊接时间不要太长,尽量一次完成。 5、气焊安全要求气焊过程若发生回火,先关乙炔阀,后关氧气阀。消除故障继续施焊时,应重新熔化原熔池,焊接重叠部分不小于6mm.正常操作时先开氧气阀吹气并关闭,再开乙炔阀,点火后再开氧气阀调节火焰。用毕先关乙炔阀,后关氧气阀。 6、气焊工艺1)焊咀倾角:气焊时焊咀与工件之间要倾斜一定的角度。对于熔点高,导热性好的材料,角度要大些;始焊时为迅速加热焊件,应用80°~90°的角,然后再逐渐减小,收尾时应减小倾角,焊咀提高。其中壁厚1mm以下焊咀倾角为10°,1~3mm为20°。 2)焊时先将金属加热到熔融状态,再填充焊丝,焊丝与焊件表面倾斜20°~40°,且焊时焊咀和焊丝要交叉均匀摆动,以避免焊接缺陷。焊接时应尽量减小变形,采用对称焊或分段反向焊。 平焊应使焰心的末端与工件表面保持2~6mm的距离,施焊时要兼顾焊件与焊丝的加热。 立焊应用比平焊小的火焰能率,严控熔池温度,防止液态金属下流,焊咀向上倾斜,与焊件的角度为60°~80°。 横焊要用较小的火焰能率,焊咀向上与焊件保持70°~80°夹角,一般都会采用左焊法。 仰焊应用较小的火焰能率,较细的焊丝,并严控熔池温度、形状和大小,使液态金属处于粘稠状。仰焊时要用右焊法,焊丝后倾,与焊件的夹角为70°~80°。 政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享 政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享 政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享 政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享 政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享 政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享 政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
更多 1、凡本网注明“来源:建设工程教育网”的全部作品,版权均属建设工程教育网所有,未经本网授权不得转载、链接、转贴或以其他方式使用;已经本网授权的,应在授权范围内使用,且一定要标注明确“来源:建设工程教育网”。违反上述声明者,本网将追究其法律责任。 2、本网部分资料为网上搜集转载,均尽力标明作者和出处。对于本网刊载作品涉及版权等问题的,请作者与本网站联系,本网站核实确认后会尽快予以处理。 本网转载之作品,并不代表认同该作品的观点或真实性。如别的媒体、网站或个人转载使用,请与著作权人联系,并自负法律责任。 |
|||
|
相关新闻
推荐产品
|