 全国服务热线:
全国服务热线:
全国服务热线:
全国服务热线:
发布时间:2024-12-27 03:06:41 作者:安博体育平台
插件孔是实现PCB不同层线路互连的主要桥梁,因而其孔内铜层的完整性成为PCB非常关注的热点之一。一直以来,孔无铜的失效案例屡见不鲜,极度影响PCB的性能和可靠性。在焊接过程出现异常时,孔铜被锡溶蚀(浸析现象)是导致孔无铜的常见失效原因之一,目前有关此类失效案例的分析文章尚少,本文结合一例波峰焊后锡溶铜导致的孔无铜失效案例,对波峰焊后焊接面孔铜缺失的机理进行简析。
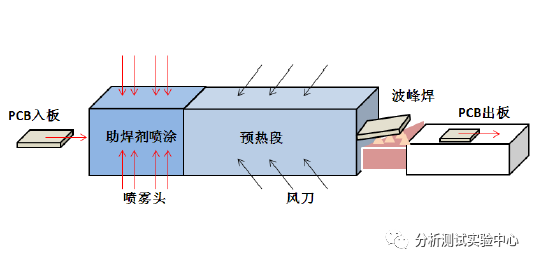
波峰焊是指将熔化的软钎焊料,经电动泵或电磁泵喷流成设计的基本要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊的主要工艺流程:将元件插入相应的元件孔中→预涂助焊剂→预烘(温度90-100℃,长度 1~1.2m)→波峰焊(220-240℃)→切除多余插件脚→检查。
某PCB板在完成波峰焊后外观检查发现SS面(即波峰焊接起始面)整排1.5mm插件孔均出现缺失的现象,其余位置外观上锡良好,未发现孔环缺失现象,不良率为0.67%,其表面处理为有铅喷锡(HASL)。

通过立体显微镜观察PCB板不良位置的孔环情况,发现不良孔孔环位置无完整的铜层,部分位置已出基材。
通过查找相关生产信息可知,该PCB板的生产流程包括化学沉铜、负片电镀(最小孔壁铜厚要求为20μm)、磨板、酸性蚀刻、有铅喷锡等。
根据该板的生产流程可知,可能会引起孔环缺失的问题大多有:酸性蚀刻的药水对铜的咬蚀,有铅喷锡对铜的溶蚀和波峰焊接锡对铜的溶蚀等。现对不良板的孔环缺失位置和板上其它未进行波峰焊接的PTH孔进行垂直切片分析对比,如图3所示:

从图3能够准确的看出,对于表面处理为有铅喷锡的PCB板,未进行波峰焊接的PTH孔的孔铜仅被喷锡过程咬掉4.4μm的厚度。而波峰焊后的PTH孔在波峰焊接起始面有孔环缺失的不良现象(如孔环缺失位置-2所示),焊接终止面孔环的孔铜完整,因而可以排除不良孔的孔铜缺失是由有铅喷锡对铜的溶蚀导致的。另外,在不良孔的孔口位置有部分铜残留,残留的铜层厚度为14.9μm,阻焊下的铜层完好无缺,厚度为46.6μm,说明在阻焊工序之前孔环位置孔环铜厚满足规定的要求,可以排除不良孔的孔铜缺失是由酸性蚀刻过程中被药水咬蚀导致。因此,推断不良孔的孔环铜层可能是在后续进行波峰焊接时出现异常,导致铜被锡溶蚀的失效。
为了进一步验证不良孔孔铜缺失的真因,现对失效孔环位置做垂直切片分析,确认其失效模式,如图4所示:
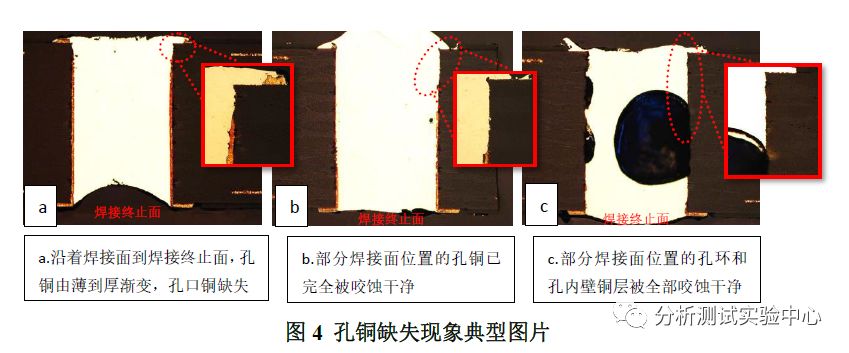
不良孔的孔铜在波峰焊之后,沿着焊接起始面到终止面,孔铜由薄到厚渐变,孔环、孔口和内侧孔壁铜均被逐步溶蚀,且焊接起始面的孔环和孔口铜层优先被咬蚀干净,而孔内远离波峰面的孔环和孔壁铜则相对完整,被咬蚀掉的厚度较轻微。
在焊接过程中,焊料处于熔融状态,浸入熔融焊料的PCB板的铜会向锡中扩散和溶解,在生产中将此现状称为浸析现象或“溶蚀”现象。发生浸析现象的本质,是由于金属铜与液态焊料的金属锡之间有着良好的亲和力。
波峰焊接所采用的焊料分为有铅和无铅焊料,在各种焊料中Sn都是主要成分,铜在锡的溶解率取决于许多因素:焊接时的温度、焊料成分,以及焊接时间和焊料的流动速度等。在生产的全部过程中,这些参数异常有几率会使孔铜被锡溶蚀的不良现象。

铜在锡的溶解率取决于焊接时的温度、焊料成分,以及焊接时间和焊料的流动速度等因素。因此,能够最终靠以下方法控制铜的溶蚀程度:
(1)正确设置波峰焊的温度曲线,并通过定期检测实时温度曲线来调节温度曲线)适当缩短焊接时间,避免PCB板的铜长时间接触锡料;
(3)定期清理锡渣,加强设备的日常维护,让设备能正常工作,防止出现卡板、波峰不均等现象。
在波峰焊中,一些生产异常会导致PCB板的插件孔浸入锡料的时间过久,孔铜会被逐步浸析溶解,溶解在锡料的Cu跟着时间的延长会慢慢的变多,会导致锡料的黏度增加以及锡料熔点上升等问题。
在实际生产中,应规范操作,严格管控焊接温度和焊接时间等工艺参数,提升人员的操作技能等,防止PCB板在生产的全部过程中出现孔铜溶蚀的失效现象。
灿芯半导体通过ISO 26262功能安全管理体系认证,加速汽车芯片业务布局
上一篇:【48812】第八届我国立异应战赛(绵阳)技能交融专题赛决赛在绵阳举行
下一篇:【48812】中科院金属研讨所最新效果:纳米孔洞让金属更强壮